Pipe, Valves & Fittings (PVF)
Abrasion-resistant and chemical-resistant piping products for slurry, brine and chemical transport
Key Products
Processes Supported: milling, CIP/CIL cyanide leaching, refining
Key Products

Methods Supported: brine and hard rock (spodumene) extraction
Key Products

Processes Supported: crushing, grinding, flotation, SX/EW, smelting
Key Products

Applications Supported: sulfide mining, laterite mining, cobalt refining
Key Products

Applications Supported: open-pit mining, solvent extraction, acid mine drainage
Key Products

Applications Supported: underground (longwall, room and pillar) and surface operations
Key Products

Processes Supported: Fertilizer production, tailings management
Key Products

Processes Supported: Quarrying, processing, logistics
Key Products



Through Odessa Pumps and Power Service, we offer self-priming, centrifugal, vacuum-assist and electric diaphragm pumps, plus full-service repair and 24/7 field support. We help you stay operational through floods, shutdowns or urgent needs.
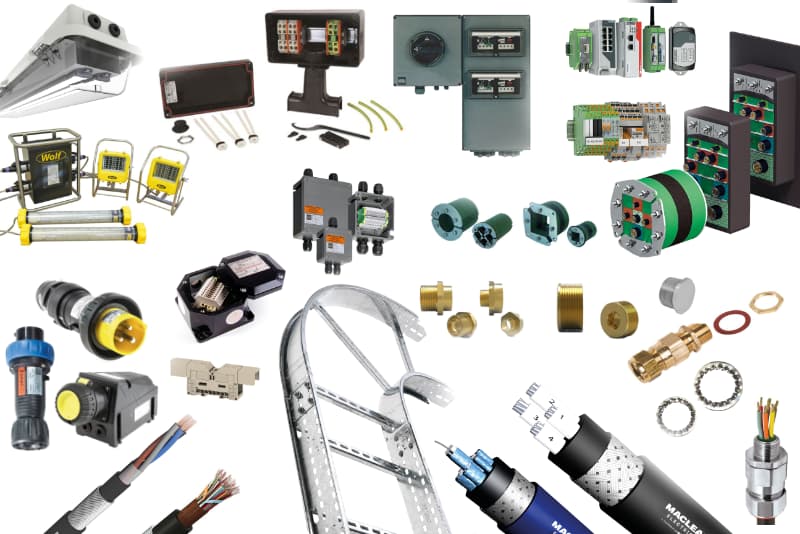
As a DNOW company, MacLean provides hazardous-area electrical and cabling solutions, corrosion-resistant enclosures and support for both surface and underground mining – especially in Australia, the UK and Africa.

Flex Flow offers real-time pump monitoring and high-pressure systems (up to 6,000 PSI), ideal for mine dewatering, slurry transport and hydraulic jet pumping in remote or rugged locations.
